



















Технология эффективного производства труб в ППУ изоляции
Технология эффективного производства труб в ППУ изоляции
5 производственных участков
Изготовление
ПЭ и ОЦ
труб-оболочек
Для изготовления ПЭ оболочки используем сырье производства ПАО «СИБУР Холдинг». С помощью экструдера LIANSU гранулы ПЭ приобретают вид труб диаметром от 125 до 1200 мм. Оболочки перед изоляцией проходят коронарную обработку, а каждая партия – инструментальный контроль.
ОЦ оболочку делаем на станках SPIRO из оцинкованного штрипса. Проверяем оцинковку по трем показателям: соответствию толщины штрипса, степени сжатия и герметичности замка, качеству покрытия.
Предварительная очистка,
сборка и заливка трубных
конструкций
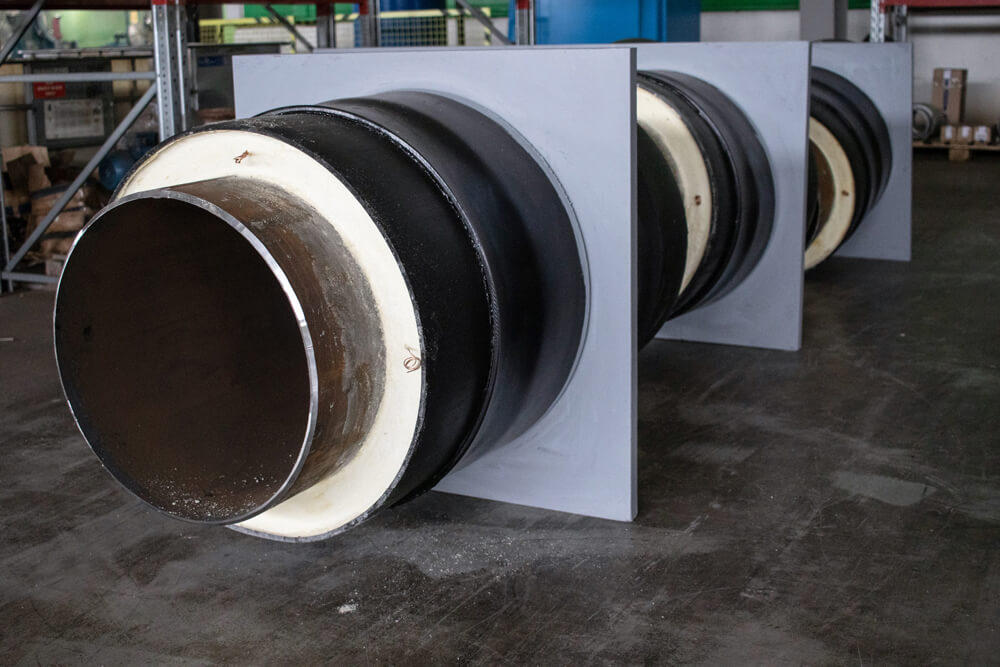
Стальные трубы покупаем напрямую у заводов-производителей. Перед нанесением слоя ППУ проводим дробеструйную очистку, чистим дробью до степени 3.
Недостаточно подготовить стальные трубы и оболочки, нужно также использовать качественную изоляцию. Ключевой показатель качества – плотность, которая по ГОСТ 30732-2020 должна быть не менее 60 кг/м3. Мы используем пенополиуретан-компоненты от американских и российских поставщиков – Dow Chemical и ИЗОЛАН.
После установки центрирующих опор и проводников СОДК на трубы надевают оболочку и помещают в камеру температурной стабилизации для стабильного и равномерного распределения ППУ. После сборки трубы оператор задаёт необходимый угол наклона стола, обеспечив выход воздуха из полости и равномерное распределение пены.
Раскрой металла, сварка,
покраска и заготовка
фасонных изделий
Начало изготовления фасонных элементов включает в себя раскрой стальной трубы на патрубки и снятие фигурной фаски. Далее патрубки приваривают и проверяют швы.
Стыковую сварку сегментов полиэтиленовой оболочки для изоляции фасонных изделий делаем на современном гидравлическом оборудовании. Параметры сварки автоматически протоколируются и заносятся в журнал. Зеркальная технология позволяет достичь требуемой герметичности и прочности соединения шва.
Финальная сборка и
изоляция фасонных
изделий
Каждый месяц выпускаем примерно 17 000 фасонных изделий диаметром от 32 до 1020 мм. Комплектуем машины с трубой соответствующим количеством деталей, чтобы вы сразу приступили к монтажу.
Изготовление КЗС,
центрирующих опор
и их сегментов
Сжатый воздух в пресс-калибрах превращает полиэтиленовые заготовки в термоусаживаемые муфты необходимого диаметра. Далее их упаковывают, чтобы защитить от внешних воздействий.
В этом же цехе формируем пенопакеты с нужной пропорцией компонентов (изоцианата и полиола) для каждого диаметра изделий. Идеальные пропорции рассчитываются технологом в лаборатории.
Важный этап нашего
производство - проверка и
контроль
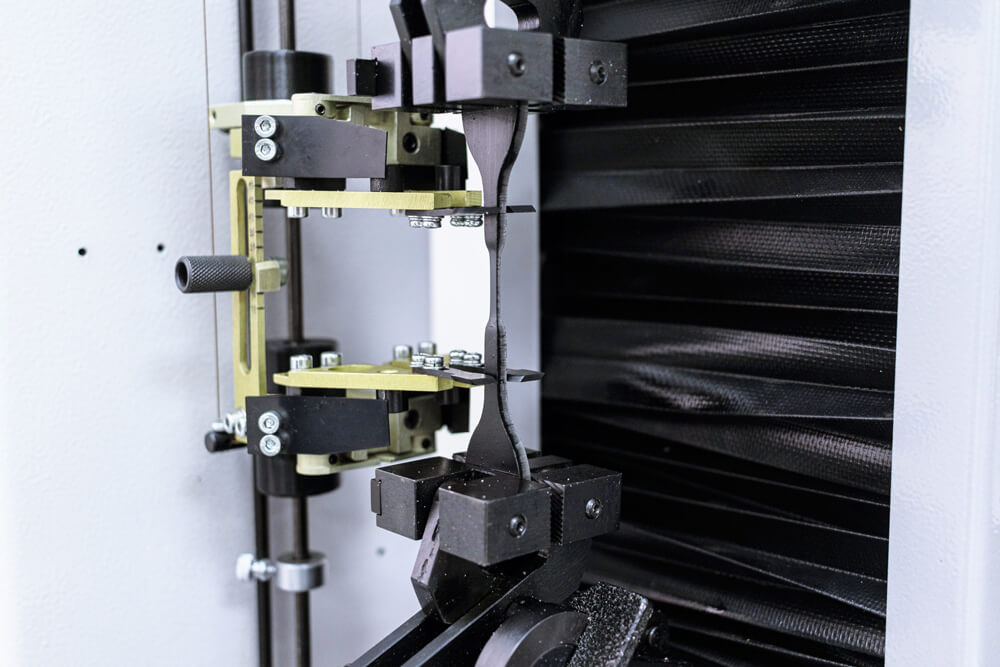
Нам удалось достичь рекордно низкого процента брака – 0,42%. Чтобы добиться такого результата, мы проводим:
- Инструментальную проверку поступающих материалов и комплектующих;
- Ежедневную проверку на соответствие ГОСТ 30732-2020 и внутренним стандартам;
- Ежедневную проверку готовой продукции на плотность и отслоение;
- Ультразвуковой и рентгенографический контроль сварных соединений.
рекордно-низкий показатель брака 0,42%
наш менеджер свяжется
с вами и уточнит детали. Отправить заявку

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}